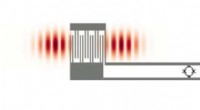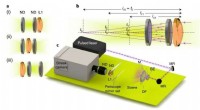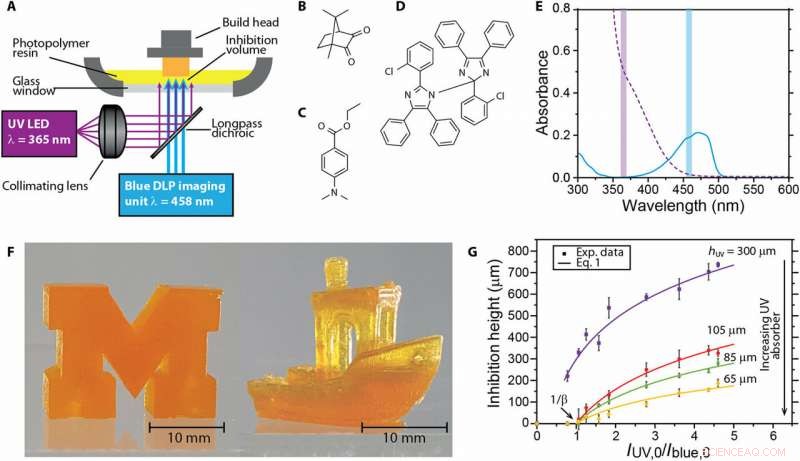
(A) Configuração óptica para SLA bicolor por fotopolimerização e fotoinibição simultâneas. O UV próximo (365 nm) é sobreposto ao azul padronizado (458 nm) com um espelho dicróico e projetado através de uma janela transparente em um tanque de resina fotopolimerizável. Estruturas de (B) fotoiniciador CQ, (C) co-iniciador EDAB, e (D) fotoinibidor o-Cl-HABI. (E) espectros de UV-visível de CQ (linha azul sólida) e o-Cl-HABI (linha violeta tracejada) em tetra-hidrofurano (THF). Os comprimentos de onda de UV e azul usados pelo sistema AM de duas cores são destacados pelas barras verticais de violeta e azul, respectivamente. (F) Bloco sólido M (esquerda) e rebocador [modelo detalhado em (31)] (direita) impresso usando o sistema de fotopolimerização / estereolitografia de fotoinibição de duas cores a 500 e 375 mm / hora, respectivamente. (G) A espessura do volume de inibição de polimerização é afetada por taxas de intensidade variáveis dos comprimentos de onda de irradiação incidente (IUV, 0 / Iblue, 0) e absorbância de resina (hUV). Crédito: Avanços da Ciência , doi:10.1126 / sciadv.aau8723
Impressão tridimensional (3-D), também conhecido como manufatura aditiva (AM), pode transformar um material camada por camada para construir um objeto de interesse. A impressão 3-D não é um conceito novo, desde a estereolitografia, as impressoras existem desde a década de 1980. A ampla disponibilidade e custo-benefício da tecnologia permitiu uma variedade de aplicações modernas em engenharia biomédica.
O processo contemporâneo de fabricação de aditivos em camadas é, no entanto, lento e afeta a taxa de fabricação de objetos para objetos com superfícies estriadas. A impressão estereolitográfica contínua pode superar os limites aumentando as velocidades de impressão para gerar objetos com superfícies lisas. Agora escrevendo em Avanços da Ciência , Martin P. de Beer, Harry L. van der Laan e colegas de trabalho demonstram um novo método para manufatura aditiva estereolitográfica (SLA) rápida e contínua em um único tiro, fazendo a interface da matéria-prima com dois comprimentos de onda de luz.
Os cientistas de materiais desenvolveram um método usando duas fontes de luz; uma para solidificar a resina e outra luz ultravioleta para evitar a cura da resina na janela do dispositivo durante a fabricação do objeto. Uma zona sem solidificação indesejada (volumes de inibição) permitiu o uso eficiente de resinas e aumentou a velocidade de impressão 3-D em uma única exposição, em contraste com as camadas, manufatura convencional. Uma variedade de materiais, incluindo termoplásticos, resinas de polímero e pós inorgânicos têm sido usados como meio para a fabricação de aditivos (AM), com uma variedade de métodos, incluindo extrusão de material, a fusão em leito de pó e jato de aglutinante. Em particular, AM estereolitográfico (SLA) foi de interesse no estudo, pois é baseado em uma fonte de iluminação padronizada para curar seções transversais de uma geometria desejada.
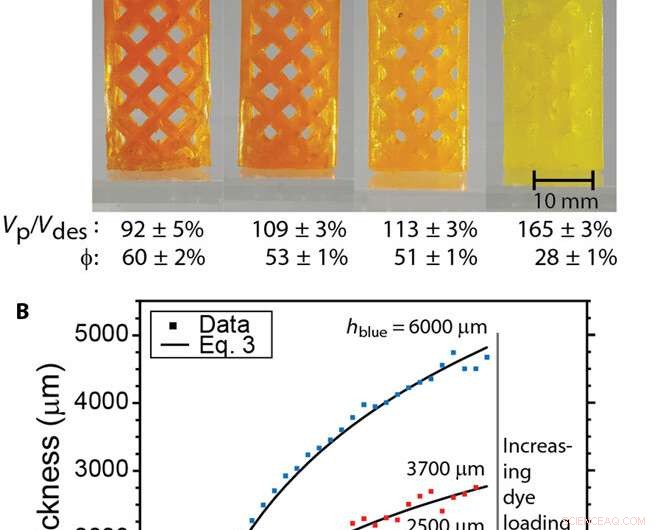
Rápido, AM contínuo com fotoiniciação e fotoinibição bicolores. (A) Modelos Argyle impressos usando fotoinibição para permitir a impressão contínua, com a porcentagem de vazio (φ) e o volume da parte impressa (Vp) em relação à parte desenhada (Vdes) mostrada abaixo de cada parte. O vazio projetado foi φ =57%. (B) Espessura curada versus dosagem de luz azul para quatro formulações de resina à base de acrilato preparadas com diferentes cargas de corante absorvente de azul (Epolight 5675). (C) Velocidades máximas de impressão vertical atingíveis para alturas de absorbância de azul variáveis. Toda a impressão foi feita com Iblue, 0 de 110 mW / cm2 e IUV, 0 de 130 mW / cm2, com hUV de 125 μm. Crédito: Avanços da Ciência , doi:10.1126 / sciadv.aau8723
No estudo, de Beer e Laan et al. desenvolveu um sistema AM que pode imprimir continuamente, em velocidades lineares relativamente altas para formar estruturas 3-D em uma única exposição. A configuração experimental incluiu uma cabeça de construção desenhada para cima a partir de uma resina fotopolimerizável e duas fontes de iluminação com ótica operando em diferentes comprimentos de onda (365 nm e 458 nm). Na configuração experimental, a iluminação padronizada passou por uma janela de vidro transparente de baixo e iniciou a polimerização da resina.
A iluminação com um segundo comprimento de onda inibiu o processo de polimerização imediatamente adjacente à janela de vidro para permitir a operação contínua, eliminando a adesão do polímero ao vidro. De Beer et al. alcançou velocidades de impressão de até dois metros por hora usando um processo compatível com uma variedade de resinas, incluindo acrilatos, metacrilatos e éteres vinílicos. Variando a intensidade da luz por pixel, o sistema também pode realizar a padronização da superfície do material em uma única exposição da camada, sem traduzir o palco.
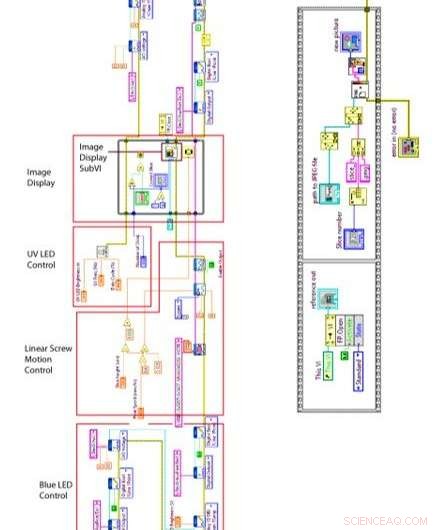
Diagrama de blocos do LabVIEW 2014 VI. (A) O diagrama de blocos usado para impressão contínua. Os drivers de LED azul e UV, gerador de sinal, e a geração de imagens foi controlada usando este VI durante a impressão. (B) O sub-VI de exibição de imagem para projetar imagens. Crédito: Avanços da Ciência , doi:10.1126 / sciadv.aau8723
Uma característica única dos experimentos desenvolvidos por de Beer et al., foi a obtenção de padronização volumétrica usando um sistema multicolor para iniciação e inibição da polimerização fotoquímica. Para resinas fotopolimerizáveis, os cientistas usaram canforquinona (CQ) e etil-4 (dimetilamino) benzoato (EDAB) como fotoinitador visível e co-iniciador. Para o fotoinibidor, eles usaram bis [2- (o-clorofenil) -4, 5-difenilimidazol] (o-Cl-HABI).
No processo, uma polimerização fotoquimicamente ativada com comprimento de onda, enquanto um segundo comprimento de onda inibiu essa reação após formar a geometria desejada. Para controlar a espessura do volume de inibição de polimerização adjacente à janela do dispositivo, os cientistas variaram a proporção das intensidades de luz das duas fontes de iluminação usando um software personalizado do LabVIEW. Por design, a polimerização pode, portanto, ocorrer continuamente acima da região para a impressão do objeto, evitando aderência de janela prejudicial.

Fotoiniciação seletiva de comprimento de onda e fotoinibição de mediada por radicais, fotopolimerização de crescimento em cadeia. Os monômeros examinados incluem (A) diacrilato de etoxilato de bisfenol A (BPAEDA; n =4), (B) dimetacrilato de trietilenoglicol (TEGDMA), (C) dimetacrilato de glicerolato de bisfenol A (bisGMA), (D) éter divinílico de trietilenoglicol (TEGDVE), e (E) N- (n-propil) maleimida (NPM). Conversão de alceno versus tempo para formulações de resina (F) BPAEDA, (G) bisGMA / TEGDMA, e (H) TEGDVE / NPM (conversões de éter vinílico e maleimida denotadas por linhas sólidas e tracejadas, respectivamente) sob irradiação contínua com exclusivamente 470 nm @ 100 mW / cm2 (linha preta, quadrados), 470 nm @ 100 mW / cm2 e 365 nm @ 30 mW / cm2, (linha Vermelha, círculos), e 365 nm @ 30 mW / cm2 (linha azul, diamantes). Crédito: Avanços da Ciência , doi:10.1126 / sciadv.aau8723
Os cientistas usaram o DesignSpark Mechanical 2.0 ou Autodesk Fusion 360 para projetar modelos para impressão 3-D e os exportou como arquivos STL (formato de arquivo criado em sistemas 3-D). Para criar fatias de imagem a partir dos arquivos STL, eles usaram o recurso de fatiamento no Autodesk Netfabb 2017. Durante a impressão, eles exibiram as fatias da imagem simultaneamente enquanto moviam o cabeçote de construção usando o LabVIEW VI. A velocidade máxima de impressão para velocidade contínua e impressão contínua dependia da intensidade do comprimento de onda de iniciação e inibição e da quantidade de energia necessária para curar a resina, conforme derivado no estudo. Como prova de princípio, de Beer et al. peças impressas em velocidades de aproximadamente 2 m / hora para criar estruturas argyle. Depois, os cientistas enxaguaram as peças impressas com isopropanol para remover a resina não curada.
Para caracterizar os produtos 3-D, de Beer et al, usou um picnômetro de gás para medir o volume das partes impressas 3-D. Durante os experimentos, os cientistas colocaram uma massa de amostra em uma célula de amostra cilíndrica, que foi pressurizado com gás hélio depois disso. Então, ao liberar a pressão, eles foram capazes de expandir o volume de gás hélio, que é convertido para o volume da amostra. Os cientistas realizaram experimentos semelhantes para determinar a fração de gel de amostras preparadas por meio de impressão 3-D rápida e contínua.
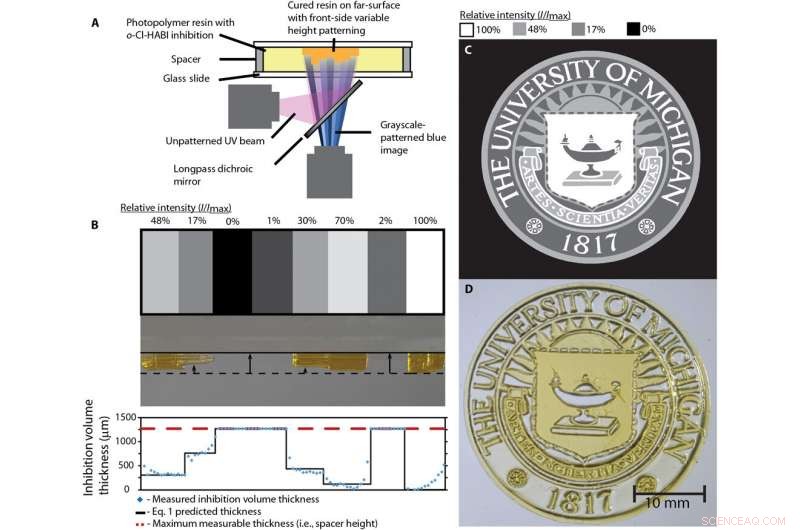
A fotoiniciação e a fotoinibição de duas cores permitem o controle, padronização de superfícies distantes de estruturas 3D complexas. (A) Configuração usada para impressão padronizada de intensidade. (B) O uso de imagens de intensidade variável permite o ajuste em pixels do IUV, 0 / Iblue, 0, produzindo variação na altura de inibição e, Portanto, topografia da parte impressa. (C) Imagem de intensidade de quatro níveis do selo da Universidade de Michigan. (D) Peça de espessura variável produzida por uma única exposição padronizada de intensidade. Crédito: Avanços da Ciência , doi:10.1126 / sciadv.aau8723
No sistema de manufatura, de Beer et al controlaram a profundidade de penetração da luz e, por fim, curaram a resina controlando a absorbância de azul da resina, que foi derivado no estudo. O processo de fotoiniciação e fotoinibição descrito no estudo foi transferível para uma variedade de classes de monômeros para uso na configuração. As técnicas e resultados observados no estudo são atualmente inatingíveis com os métodos contemporâneos. Estudos anteriores só puderam obter irradiação de duas cores para subdifração e fotolitografia de gravação direta usando diferentes sistemas de fotoinitador e inibidor, àqueles detalhados no momento.
Além disso, de Beer e Laan usaram irradiação de intensidade variável para produzir materiais curados com intrincadas características topográficas de superfície em uma única etapa. Isso permitiu a geração rápida de produtos personalizados, enquanto elimina as etapas múltiplas e demoradas normalmente usadas na microfabricação. Desta maneira, a aplicação de sistemas de comprimentos de onda múltiplos para SLA demonstrada no estudo forma uma nova direção na fabricação de aditivos assistidos por luz. Além do controle de polimerização volumétrico detalhado no contexto, os cientistas imaginam que o sistema de duas cores pode permitir a fabricação rápida de peças com variações localizadas de materiais e propriedades químicas em uma única etapa.
© 2019 Science X Network