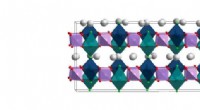
Compressão da rede anisotrópica 3D. Compressão da rede isotrópica 3D. A velocidade de reprodução do filme é de avanço rápido de 10X. Os testes de compressão foram realizados em diferentes direções. Crédito:Science Advances, doi:10.1126 / sciadv.aav5790
A impressão tridimensional (3-D) ou manufatura aditiva (AM) é uma técnica popular que atualmente tem atraído muita atenção como um método promissor para revolucionar o design e a manufatura. Os pesquisadores expandiram suas aplicações de prototipagem rápida para engenharia de tecidos, dispositivos eletrônicos, robótica suave e metamateriais de alto desempenho, mas a maioria das técnicas de impressão 3-D usa apenas um único material para imprimir peças ou componentes de forma usando várias propriedades discretas com gradientes mecânicos complexos que não podem ser controlados de forma coesa.
Comparativamente, a maioria das estruturas naturais, como escamas de peixe e tendão aos ossos, são feitas de uma variedade de materiais com propriedades marcadamente diferentes que funcionam juntas. Como uma alternativa, materiais com graduação funcional (FGM) têm atraído um interesse substancial em pesquisas recentes para melhorar a robustez mecânica e a tolerância ao fluxo de substratos. Isso permite a impressão FGM 3-D com propriedades de impressão amplamente ajustáveis em um único processo, que tem importância crescente na ciência dos materiais.
Em um estudo recente, agora publicado em Avanços da Ciência , Xiao Kuang e colegas dos departamentos interdisciplinares de Engenharia Mecânica, A Nanobiomecânica e a Tecnologia de Estrutura Avançada na China e no Canadá apresentaram um método de impressão 3-D de processamento digital em escala de cinza de tanque único (gDLP). No trabalho, eles usaram padrões de luz em tons de cinza e uma tinta de cura de dois estágios para obter materiais com graduação funcional (FGMs) com alta resolução e gradientes mecânicos de até três ordens de magnitude. Para demonstrar o método, eles desenvolveram redes complexas 2-D e 3-D com sequências de flambagem e deformação controladas, metamateriais com coeficiente de Poisson negativo, modelos pré-cirúrgicos com rigidez variável, compostos para impressão 4-D e um método para impressão 3-D antifalsificação.
Técnicas de impressão 3-D em um relance
Para aplicações de impressão 3-D avançadas, os pesquisadores demonstraram o método PolyJet com várias cabeças de impressão a jato de tinta para depositar simultaneamente diferentes materiais na mesa de impressão. Contudo, o método tinha algumas desvantagens notáveis, incluindo alto custo do equipamento, requisitos rigorosos de resina, escolhas limitadas de materiais e um modo de impressão multimaterial de resolução relativamente baixa.
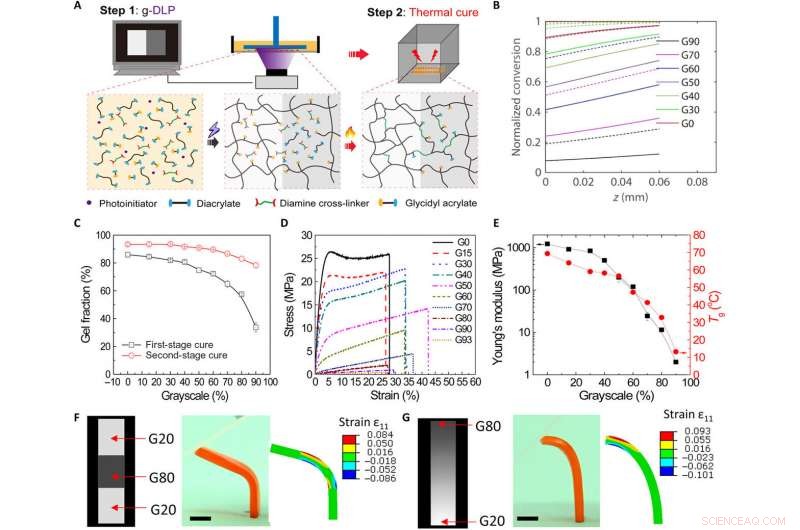
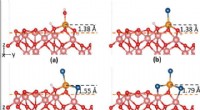
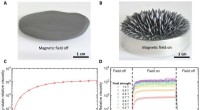
Impressão g-DLP 3D de FGM via cura em dois estágios. (A) Esquemas mostrando a impressão g-DLP de material graduado por meio de um processo de cura de dois estágios. Uma tinta híbrida foi usada para impressão 3D DLP, seguida pela cura térmica da parte impressa em um forno de aquecimento. (B) Conversão normalizada prevista de material curado sob diferentes tons de cinza com apenas uma exposição (linhas sólidas) e multiexposição (linhas tracejadas) pelo modelo usando o tempo de exposição de 20 se espessura de cura de 60 μm por camada. (C) Fração de gel de tinta híbrida após a cura de primeiro e segundo estágios. (D) Curvas de tensão-deformação de materiais impressos usando diferentes escalas de cinza durante a impressão (tamanho da amostra,> 3). (E) Módulo de Young e temperatura de transição vítrea de materiais impressos como funções da escala de cinza. (F e G) Design, imprimir a peça dobrada, e simulação FEM correspondente de materiais graduados habilitados por g-DLP usando um gradiente discreto (F) e um gradiente contínuo (G) padrão de escala de cinza. Barras de escala, 5 mm. Crédito:Science Advances, doi:10.1126 / sciadv.aav5790
Os pesquisadores, portanto, buscaram muitos outros métodos de impressão 3-D, incluindo a fabricação de filamentos fundidos e escrita direta com tinta, embora essas técnicas não tenham sido desenvolvidas devido às baixas taxas de impressão. Quando eles usaram processamento digital de luz (DLP) com base em dispositivos de microespelhos digitais (DMDs) como um rápido, abordagem AM de alta resolução, as resinas de polímero curaram abruptamente e foram muito rápidas em comparação. Enquanto os métodos no passado demonstraram capacidade limitada de praticamente fabricar materiais classificados funcionalmente com propriedades ajustáveis. Em uma técnica mais recente, os cientistas desenvolveram a produção de interface líquida contínua (CLIP) como um verdadeiro avanço para oferecer a tecnologia de impressão 3-D mais rápida perto do nível de produção; também relevante para o presente trabalho.
Apresentando g-DLP (impressão digital em tons de cinza) para desenvolver materiais digitais
No presente trabalho, Kuang et al. desenvolveu um novo, sistema de tinta híbrida de cura de dois estágios em um único tanque para obter impressão 3-D de processamento digital de luz em tons de cinza (g-DLP). Eles sintetizaram a tinta híbrida usando diacrilato de etoxilato de bisfenol A (BPADA), glicidil metacrilato (GMA), um reticulador de diamina, acrilato de n-butila (BA), fotoiniciadores e fotoabsorventes. Na configuração experimental, eles usaram configurações de intensidade de luz monocromática para curar a resina camada por camada, análogo à técnica CLIP.
Por esta, eles usaram uma membrana permeável ao oxigênio para separar a seção curada da janela para uma impressão mais rápida. Os cientistas primeiro fatiaram a estrutura projetada em imagens correspondentes a camadas de impressão individuais, seguido pelo processamento de cada imagem com um código MATLAB para gerar a distribuição em tons de cinza contendo as propriedades desejadas. Eles então passaram as imagens de camadas individuais com padrões de tons de cinza para o projetor UV para impressão.
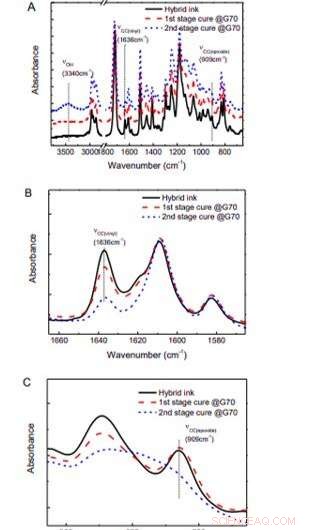
Espectros FTIR mostrando a cura em dois estágios para impressão prática. (A) A tinta híbrida usando uma luz G70 para impressão. (B) A área ampliada mostrando a evolução da ligação dupla durante a cura de dois estágios. (C) A área aumentada mostrando a evolução do grupo epóxido durante a cura em dois estágios. A tinta híbrida foi curada formando uma rede por fotopolimerização. A cura térmica a seguir resulta na diminuição da ligação dupla e do grupo epóxido. O monômero residual e grupos funcionais pendentes, tais como ligação dupla terminada na extremidade e grupo epóxido pendente, seria ainda reagido pelo reticulador de diamina para formar mais ligações. Crédito:Science Advances, doi:10.1126 / sciadv.aav5790.
Durante os experimentos, eles induziram a fotopolimerização à base de radicais para formar a rede de polímero e a estrutura impressa, e mostrou que a densidade de reticulação e o módulo do material diminuíram com o aumento da porcentagem da escala de cinza. No trabalho, o monômero GMA e o reticulador de diamina desempenharam um papel crítico no processo de cura térmica e determinaram os efeitos da fotopolimerização em tons de cinza da tinta híbrida.
Kuang et al. mostraram a dependência não linear do método na intensidade da luz e desenvolveram modelos de cinética de reação para examinar a cura por luz dependente do tempo. Os cientistas evitaram a redução da resolução com base no vazamento de luz na configuração ajustando o software usando um sistema óptico com ampliação menor, ou por meio de maior conteúdo de fotoabsorvente para melhorar a resolução dos materiais impressos.
Eles monitoraram a evolução da estrutura química durante a fotocuração com Fourier Transform Infrared Spectroscopy (FTIR) e testaram as propriedades mecânicas e termomecânicas dos materiais. Kuang et al. incluiu testes do módulo de Young e da temperatura de transição vítrea (Tg) em função da porcentagem da escala de cinza para caracterizar o novo material. Uma vez que o método ofereceu o potencial de criar materiais digitais controlando a escala de cinza, os cientistas seguiram os experimentos iniciais imprimindo amostras de geometria simples com propriedades graduadas.
Eles também usaram simulações de modelagem de elemento finito (FEM) para prever as propriedades graduadas e as taxas de deformação das arquiteturas para permitir um padrão de gradiente contínuo. Isso permitiu Kuang et al. para fabricar um material graduado continuamente que se dobra com a curvatura que muda continuamente na aplicação de uma carga pontual. Os cientistas mostraram que os resultados experimentais concordam com a simulação do comportamento de flexão de um único ponto.
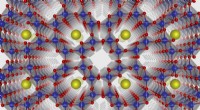
Compressão de metamaterial de rede 2D. A velocidade de reprodução do filme é de 5 vezes mais rápido. A simulação FEM prevê bem os resultados experimentais. Crédito:Science Advances, doi:10.1126 / sciadv.aav5790. 
Os cientistas então usaram o g-DLP para explorar o projeto e a fabricação da rede e das estruturas celulares no estudo. Para isso, eles primeiro imprimiram uma matriz de arquitetura de rede 2-D com um padrão em tons de cinza de uma região triangular e um espaço em branco abaixo dela. Durante os estudos de compressão a deformação ocorreu apenas na região triangular com material macio, onde o espaço sob a banda triangular não se deformou para fornecer um escudo que protegeu qualquer material sob esta região. Os cientistas mostraram que tal flambagem controlada poderia aumentar a capacidade de absorção de energia - verificada usando a queda de tensão estável na curva tensão-deformação que a acompanha. Como antes, a simulação FEM previu com precisão os resultados experimentais.
Kuang et al. em seguida, projetou uma arquitetura de rede 3-D, onde atribuíram a cada camada um valor de escala de cinza diferente para obter uma imagem limpa, treliça impressa com alta resolução. A arquitetura da rede 3-D apresentou comportamento de deformação sequencial - com aplicações em absorção de energia. Os cientistas podem aproveitar as propriedades do material graduado da técnica de impressão g-DLP para fabricar modelos pré-cirúrgicos.
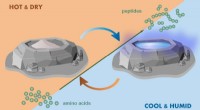
Por exemplo, usando o método, eles imprimiram estruturas semelhantes a tecido com mimetismo bioinspirado para criar osso (com escala de cinza G 0 ), músculo macio (G 85 ) e pele (G 70 ) estruturas. Eles também foram capazes de projetar uma estrutura de membro artificial em pequena escala com músculo macio (G 85 ) e osso duro (G 0 ), que foi impresso usando o método g-DLP. Kuang et al. propor o uso da técnica para projetar arquiteturas customizadas com propriedades físicas específicas do paciente para formar modelos pré-cirúrgicos em engenharia de tecidos para medicina regenerativa.
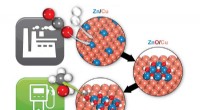
ESQUERDA:Aplicações de compostos impressos com g-DLP para componentes SMP sequenciais e impressão 4D. (A) Projete e imprima parte de um componente SMP helicoidal com aumento do nível de tons de cinza na dobradiça de G20 a G80. (B) Instantâneo mostrando o processo de recuperação de forma sequencial do componente SMP helicoidal com materiais de dobradiça graduados em água quente (~ 60 ° C). (C) Projetar e imprimir parte de um SMP sequencial como um braço artificial. (D e E) Instantâneo mostrando a recuperação da forma sequencial de um único braço artificial (D) e braços artificiais para robótica suave para levantar um stick (E) por uma arma de calor. (F) Esquema de um filme de mudança de forma por estampagem a frio de compósitos reforçados com fibra de lâmina impressa com distribuição assimétrica de fibra e processo de recuperação. (G) Imagens da tira impressa com 0 ° de orientação da fibra:forma original e formas de dobra por tensão de alongamento aplicada à temperatura ambiente. Barras de escala, 1 cm. Crédito da foto:Xiao Kuang, Georgia Tech. À DIREITA:Criptografia por meio de coloração assistida por difusão para materiais classificados. (A) Filmes curados de dois estágios habilitados por um padrão de escala de cinza de gradiente contínuo (dentro de G80 para fora de G0) ao longo do raio foram imersos em solução de fluoresceína (B) ou corante (C) seguida por lavagem e secagem para visualizar o padrão de escala de cinza por UV luz e luz visível, respectivamente. (D) Cinética da coloração do filme em (A), analisando o valor do vermelho (cor RGB) das imagens. (E) Filmes curados de dois estágios usando o design de gradiente discreto escalonado em tons de cinza (G80 e G0) padrão de círculo concêntrico. As amostras em (E) foram coloridas usando solução de corante ciano e o valor vermelho correspondente da imagem na amostra (F), bem como solução de fluoresceína e o valor verde da imagem na seção (G). (H) Projeto de um padrão de tons de cinza para o código QR e imagens correspondentes do padrão colorido usando fluoresceína sob luz ultravioleta. (I) Projeto de um padrão em tons de cinza para um cartão de visita colorido com solução de tinta preta. Barras de escala, 5 mm. Crédito da foto:Xiao Kuang, Georgia Tech. Crédito:Science Advances, doi:10.1126 / sciadv.aav5790. 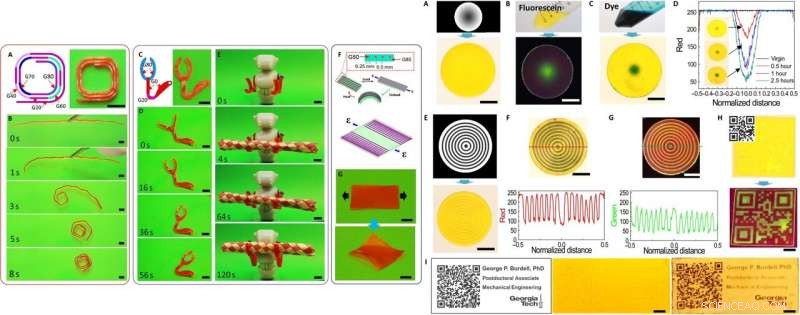
O material impresso com g-DLP pode ser programado ou ajustado em uma faixa de temperatura (T g ) de 14 0 C a 68 0 C para uso como polímero com memória de forma (SMP), que exibiu atuação em diferentes temperaturas. Para demonstrar isso, eles projetaram um padrão helicoidal, que quando aquecido a 60 0 C abriu para formar uma linha reta, seguido de resfriamento em gelo para reverter à conformação original. Contudo, se as estruturas helicoidais foram impressas com a mesma escala de cinza (G20), todas as dobradiças recuperaram sua forma simultaneamente na mesma velocidade, embora sem recuperação da forma à arquitetura original. Os cientistas então investigaram as aplicações de tais SMPs desenvolvendo um braço robótico.
Uma vez que os materiais graduados tinham diferentes módulos e T g , isso levou a difusividade diferente no sistema experimental. Os cientistas foram, portanto, capazes de visualizar os diversos padrões de tons de cinza com uma variedade de tintas coloridas. Kuang et al. propor o uso de coloração com fluoresceína para aplicações de criptografia e anti-falsificação. Por exemplo, quando os cientistas incluíram um código QR (resposta rápida) em um filme usando padrões de tons de cinza para impressão, seguido por tratamento com fluoresceína, o padrão só se tornou visível sob luz ultravioleta e invisível sob luz visível. Além disso, quando Kuang et al. imprimiu um código QR como um padrão em tons de cinza e digitalizou-o usando um smartphone, os cientistas puderam conectar-se diretamente às informações ou ao site codificado pela internet, prevenção de produtos 3-D falsificados.
Desta maneira, Kuang et al. desenvolveu uma técnica de impressão g-DLP 3-D por meio de cura em dois estágios para alcançar a fabricação digital de alta resolução com formas complexas e gradientes funcionais programáveis. Os cientistas pretendem otimizar os constituintes do material para aplicações de impressão adicionais. Eles foram capazes de desenvolver diretamente redes complexas 2-D / 3-D, metamateriais, A impressão 4-D com polímeros com memória de forma e produz técnicas anti-falsificação que foram incorporadas ao próprio material 3-D. Os cientistas pretendem melhorar ainda mais o novo método g-DLP para projetar materiais para aplicações futuras, incluindo metamateriais de impressão 4-D, modelos pré-cirúrgicos biomiméticos, robótica leve e manufatura aditiva com segurança cibernética arraigada.
© 2019 Science X Network